聚氨酯与其它材料具有优异的粘结性能。这种性质在泡沫体模塑中是不利的。在模塑聚氨酯泡沫、浇注聚氨酯弹性体及目前世界上发展迅速的反应注射成型(RIM)等制品的生产中。为了迅速顺利地从模具中取出制品, 必须使用脱模剂。在聚氨酯成型加工中, 为获得表面光洁的制品而使用脱模剂。较为理想的脱模剂应具有较好的热稳定性和化学稳定性, 不腐蚀模具, 在模具表面不残存分解物;应能给予制品良好的外观, 不影响制品的色泽、粘合性、受漆能力等;应要求尽可能少的模具清理时间;应无毒, 安全, 便于操作;应成本较低。
目前国内绝大多数聚氨酯制品加工厂都使用外脱模剂,过去大多数是从国外进口的,而近些年国内一些厂家也陆续生产出一些外脱模剂, 但以硅系脱模剂为主。因此,应充分利用我国丰富的廉价资源,如滑石粉来制造适合我国国情的外用脱模剂。
聚氨酯脱模剂
1脱模原理
聚氨酯和模具表面的粘结力一般认为由两方面的原因所致。
首先,模具的表面通常会被一层很薄甚至是单分子层的水膜所覆盖,这层极薄的水膜与异氰酸酯反应后产生强力的粘合性。
其次,粘合是由模具内表层的极性基团与聚氨酯和聚脉的极性基团起反应而产生的化学键所致。为了使制品很好脱模,必须使模具表面有一致密的光滑薄膜) 要求该薄膜既不与原料反应又对模具有一定的粘附力, 同时有一定的柔韧性。把有效脱模物质(一般为惰性物质)通过介质(水)均匀地喷洒在模具上,待介质(水)挥发后便形成一光滑薄膜,从而起到脱模效果。
2聚氨酯脱模剂脱模剂种类
聚氨酯脱模剂分为外脱模剂和内脱模剂两种。目前国内绝大多数聚氨酯制品加工厂都使用外脱模剂。从70年代,Dow-Corning公司首先推出了内脱模剂Q2-7119和羟过改进的Q2-5186后, 其它一些公司也相继生产出各种内脱模剂。由于内脱模剂是作为发泡配方中的一个组份出现, 它的使用会改变发泡配方, 且能影响制品的物理性能, 所以目前国内外聚氨酯行业仍在广泛采用外脱模剂, 并不断地研制新产品及逐步扩大使用范围。
2.1外用聚氨酯脱模剂
为了在成型加工时制品能从模具中容易取出, 在模子表面涂上的一层涂剂, 称为外脱模剂。外脱模剂根据使用方式分为三种类型;
耐久型,即涂覆一次可成型多次;
羟常涂覆型,即每成型之前涂覆一次;
多层复合型。一般常用的多为羟常涂覆型。
2.2聚氨酯内脱模剂:
内脱模剂是加到PU配方中,在每次模塑成型时,迁移到泡沫和模具的交界面,从而达到脱模效果。对内脱模剂的要求是:易分散于树脂系统中成为稳定的分散体;不改变原来的反应性及物理特性;不影响核化作用,从而不改变多孔结构或发泡稳定性;不影响成型物的可涂饰性。
目前在美国,汽车工业己大部分使用内脱模剂。欧洲也已在生产中使用。作为内脱模剂除了有硬脂酸锌、硬脂酸胺等外,大多是以改性聚硅氧烷作为内脱模剂。
3水性聚氨酯脱模剂实用案例
这种水性聚氨酯脱模剂,主要应用于聚氨酯制品生产过程浇注成型后离型,给予多数聚氨酯成型良好的脱模效果。其特点是该产品以水为分散相,形成的水溶物既具备使聚氨酯泡沫脱模的功能,又具备生物降解性,无VOC等有害物质产生,环保性强;而且水作为稀释剂,无污染,易得,低成本。 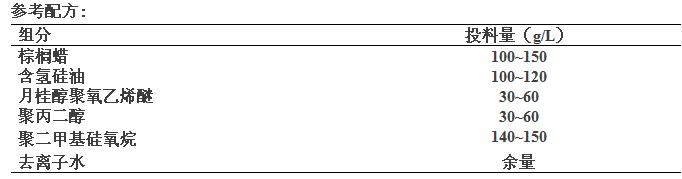
组分投料量(g/L)
棕榈蜡100~150
含氢硅油100~120
月桂醇聚氧乙烯醚30~60
聚丙二醇30~60
聚二甲基硅氧烷140~150
去离子水余量
4市面常见脱模剂
卵磷脂脱模剂、脂肪酸及其金属皂类脱模剂、硬脂酸皂类脱模剂、酯类脱模剂(硬脂改正丁酯、硬脂酸单甘油酯、三硬脂酸甘油酯)酰胺类脱模剂(油酸酰胺、硬脂酸酰胺、乙撑双油酸酰胺、)石蜡及烃类脱模剂(石蜡、微晶石蜡、液体石蜡、聚乙烯蜡)有机硅脱模剂、高聚物脱模剂、混合溶液型脱模剂、薄膜型脱模剂、膏状及蜡状型脱模剂、橡胶脱模剂、环氧脱模剂、高温脱模剂、钢铁脱模剂等。



